The National Ready Mixed Concrete Association honors 11 plants and their owners in the 2020 Environmental Excellence Awards program. Now in its 25th year, the competition offers NRMCA producer members national recognition for outstanding contributions to protecting the environment and maintaining sound management practices in their operations. The awards salute operators that have not only met, but surpassed governmental compliance requirements and demonstrated a commitment to environmental excellence through plant and staff investment.




Entries were reviewed by a panel of judges based on electronic images with a written narrative covering 10 evaluation criteria: Site aesthetics, environmental documentation, training, water and air quality management, returned concrete plan, community relations, ready mixed delivery and plant sustainability practices. This year’s program recognizes plants in North & Eastern, Southern and Far Western climatic zones.
“The Environmental Excellence Awards program was completely revised three years ago. Rules changes have made it easier for plants to enter, making the competition even tougher. These plants have demonstrated that they are the ‘best of the best’ when it comes to being good stewards of the environment,” says NRMCA Executive Vice President of Operations and Compliance Gary Mullings.
“This is an excellent example of the ready mixed concrete industry’s attention to environmental excellence,” adds NRMCA President Michael Philipps. “These winning entries clearly demonstrate the incorporation of environmental management systems.”
As Environmental Excellence Awards co-sponsor, Concrete Products joins NRMCA in a salute to the 11 plants and their owners.




NORTH & EASTERN ZONE – FIRST PLACE
MARTIN MARIETTA MATERIALS
CAPITAL PLANT • COLORADO SPRINGS, COLORADO
An excellent housekeeping program, including frequent sweeper truck passes, coupled with landscaping plan anchored by large, well-manicured trees and lush green grass, keeps the Capital Plant looking nearly new, versus 20 years old.
Safety and environmental management objectives frame regular training sessions examining accident prevention, permit compliance, plus production or operating topics such as water handling, fuel island management, traffic patterns and order outlook.
Capital Plant team members recycle settled process water in truck wash down, yard maintenance and dust suppression. Recycled water is piped from a five-chamber weir system collecting storm and process flows. A central dust collection system proves extremely efficient at capturing batching process emissions and works in tandem with collectors serving cement silos. Pinch valves and overfill alarms for cement transfer additionally curtail dust emissions.
The mixer fleet is well maintained. Drivers are mindful of safety measures at the plan and on the road or job site. They follow all environmental management measures during the delivery cycle and are equipped with chute wash recovery boxes if suitable washout areas or facilities are not available after loads are discharged.




NORTH & EASTERN ZONE – SECOND PLACE
CEMSTONE CONCRETE MATERIALS
FAIRMONT PLANT • FAIRMONT, MINNESOTA
Constructed in 2018, the NRMCA Green-Star certified Fairmont Plant is situated along a state route and surrounded by vegetated berms and two stormwater ponds. Managers and team members uphold the certification by maintaining site aesthetics and thorough records of daily visual inspections, permit procedures and training.
Batch operators are responsible for monthly environmental inspections addressing everything from potential maintenance issues to qualitative and quantitative stormwater runoff observations. Annual, staff-wide training sessions cover Stormwater Pollution Prevention Plan, proper fueling techniques, and spill response procedures. All participants are encouraged to abide general good housekeeping procedures.
As the two ponds collect stormwater runoff from the Fairmont Plant, a weir system captures and settles process water for a continuous recycling loop. Mixer trucks are equipped with on-board washout vessels allowing water to be pumped back to the drum while filtering out sand and rock. Wash water is returned the plant and recycled in the weir system.
The weir is scaled to a 10-year, 24-hour storm event based on a permit threshold. Due to the prevalence of clay soils on the site, a filtration basin comprising 85/15 sand and compost blend was constructed to help accommodate weir overflow during larger storm events. An overflow pipe conveys water to the basin.
Cemstone Fairmont matches water management with air quality measures. Cement silos are equipped with baghouses, while the enclosed plant runs a fugitive dust collector. A visible emission check is performed on seven possible dust sources each day the plant operates. Unpaved parts of the site are maintained by a loader and gravel to reduce dust generation. Returned concrete is spread out to dry on the east end of the site and subsequently crushed for reuse as road base.





NORTH & EASTERN ZONE – SECOND PLACE
VCNA PRAIRIE LLC
YARD 1037 CHAMPAIGN • CHAMPAIGN, ILLINOIS
The producer has reconfigured the entry to this central Illinois operation with improved storm water management and aesthetic measures. Retention ponds at the front capture most of the site’s runoff. Process water is managed at a washout pit, whose solids-capturing performance is reflected in dramatic color changes from settling cells to a massive storage structure. The latter anchors a closed-loop washout pit system that eliminates the need for using fresh water in mixer truck washout. The structure is scaled to serve a fleet of up to 50 mixers.
The Yard 1037 Environmental Management System is evident throughout the operation. A tank offloading procedure, for example, addresses cement or cementitious delivery practices ranging from driver check in with plant operator and use of silo baghouse dust collector to the driver’s constant material transfer monitoring and remaining within view of a silo high level light.
VCNA Prairie Champaign management heeded an employee suggestion for a specially designed platform to safely execute post loading procedures. The structure provides for safe washdown of the upper part of the mixer truck and provides drivers a means for checking slump or adding bagged fibers or color to the load. A large bunker behind the mixer parking area is used for returned concrete stockpiling and washout drying for subsequent recycling as road base. In a typical year, Yard 1037 processes more than 10,000 tons of such material.
Community outreach activities at the plant include the hosting of Parkland Community College’s Highway Construction Careers Training Program several times across the calendar, affording Construction Management students hands on learning of ready mixed concrete production.




NORTH & EASTERN ZONE – THIRD PLACE
CONCRETE SUPPLY CO., LLC
KINGS MOUNTAIN PLANT • KINGS MOUNTAIN, NORTH CAROLINA
This ready mixed operation is within the boundaries of an active quarry and on the side of a large retention lake opposite crushing and screening activity. Hardwoods surrounding the concrete production site create a natural buffer to the lake and public areas, and especially contribute to fugitive dust control.
Daily or frequent routines see the operations manager and plant crew tackle general housekeeping, remove yard debris, spread recycled water for dust control, and transfer returned concrete from a drying area to the quarry’s nearby recycled material stockpiles. They also maintain a four-bay pit that captures and facilitates recycling of process water. As water flows through each bay, solids settle to the last bay. Water is treated for pH and discharged to a holding pond, where it is allowed to infiltrate for groundwater replenishment, or recycled back into concrete production and/or truck washing routines. The site is configured to divert some stormwater to the pit and the remainder to a separate detention pond.
Concrete Supply’s Environmental Management System addresses process water and stormwater treatment and recycling, along with conservation measures limiting the amount of fresh water consumed in production and operations. The EMS enhances oversight of air or water pollution control and related permit compliance measures, and enables the Kings Mountain Plant to maintain NRMCA Green-Star certification.
A transit mixed operation, Kings Mountain abides a North Carolina Air Quality permit. Dust control measures are in effect throughout cement and aggregate handling and transfer. A shroud engulfs a mixer charging point served by a central dust collector. Daily pressure gauge readings are performed along with visual weekly, monthly and an annual inspection of the bag house. Sprinklers secure dust and temperature control across six sand & gravel stockpiles.
“Even in today’s economic climate, we utilize available resources to further promote the company’s environmental goals,” notes Concrete Supply Environmental Manager Johnie Alexander. “An EPA Energy Star audit has provided us a baseline of utility usage, and from there we are able to develop usage/cost saving strategies. The EMS program has educated, guided, and allowed us to incorporate sustainable practices throughout the company.”




SOUTHERN ZONE – FIRST PLACE
CALPORTLAND
NEW RIVER PLANT • PEORIA, ARIZONA
Despite its remote Sonoran Desert location, the New River Plant evidences a corporate environmental protection policy holding all facilities to construction and operation consistent with local, state and federal environmental protection laws, regulations and permits. All levels of personnel—hourly workers, supervisors, mid-level managers, and corporate staff—participate in initial training on environmental practices, followed by monthly or annual sessions.
To the extent practicable, managers and team members aim to mitigate adverse effects on human health and the environment, while conserving energy and natural resources. The desert location makes water scarce and valuable at New River, where grading, landscaping and infrastructure are geared to collect and reuse every possible drop. A weir system captures process water for recycling in select concrete orders, truck washing or washout, and plant equipment wash down. Ground-level dust control measures at the New River Plant range from speed limit enforcement and sprinklered aggregate stockpiles to pavement of mixer trucks’ fuel island, batch plant and exit routes.
Mixer drivers conduct pre- and post-trip vehicle inspections to identify leaks or wear on any hoses. They park in assigned spaces to enable quick leak or spill detection, notifying the shop for maintenance or repair requirements. Beyond the plant property, preventative maintenance proves one CalPortland’s most effective practices in preventing hydraulic oil and other oil spills while out on jobsites.



SOUTHERN ZONE – SECOND PLACE
CALPORTLAND
RED MOUNTAIN PLANT • MESA, ARIZONA
The Red Mountain Plant is located off one of the major freeways serving Phoenix. An attractive ready mixed production site overall, it also hits high marks for rolling or fixed stock cleanliness—thanks to management and team member pride and housekeeping efforts.
The Sonoran Desert location drives water conservation urgency. One of the key measures at Red Mountain is process water diversion from a slump rack to settling weir cells. Water from the fourth and final cell is recycled for yard dust control and drum washout, flows from which return to the first cell.
Managers prioritize weekly inspection of baghouse filters, air system, and damper operations, plus monthly Bindicator silo level readings. Plant staff maintains and replaces baghouse/dust collector filters regularly to ensure proper operation and maximum emissions capture.
To align with a CalPortland corporate commitment that the U.S. Environmental Protection Agency perennially recognizes in the Energy Star Program, the Red Mountain Plant is geared to continually streamline power consumption. Equipment that would typically run during all hours of operation—belts, dust collector and fans—is set to run on an “as needed basis,” primarily during mixer truck loading. In addition, the plant has all outdoor LED lighting, while the compressed air system is tightly monitored to minimize leaks.
Energy conservation dovetails environmental management training all personnel receive upon joining CalPortland. Training frequency thereafter depends on how often an employee works in the field. Plant managers and operators receive additional training or certification to comply with federal, state, local air quality rules and regulations. They likewise oversee an inspection and recordkeeping program outlined in the Red Mountain Environmental Management System. At the heart of recordkeeping is an on-site environmental compliance reporting binder containing daily, weekly, monthly, quarterly or annual inspection forms.




SOUTHERN ZONE – SECOND PLACE
PREFERRED MATERIALS, INC.
ST. AUGUSTINE PLANT • ST. AUGUSTINE, FLORIDA
Excellent housekeeping, engaged employees and great teamwork add up to a St. Augustine Plant looking its best, even after 16 years in operation. A commitment to plant upkeep is instilled during an orientation where new team members receive Storm Water Pollution Prevention, Wastewater Management and Spill Prevention training. Quarterly or annual training sessions ensure housekeeping and permit compliance duties remain on everyone’s radar.
Preferred Materials’ monthly, company-wide Green Alerts cover results from best management practice adoption and energy management program updates. Metrics are gleaned in part from Intelex, an Environmental Management System platform the producer has deployed for more than a decade to track permit expiration dates and send target team members compliance-related task assignments or reminders.
Separately, a Preferred Materials manager training regimen addresses Environmental Stewardship, Being a Good Neighbor, Stormwater and Wastewater Management, Spill Prevention, Air Pollution Prevention, Waste Management, and Haz-com priorities. Managers also oversee the quarterly Star Program, which recognizes employees demonstrating three qualities:
- Good People. Quality, safety, reliability.
- Smart, Proactive Partners. Sharing national best practices across CRH Americas Materials businesses.
- Community-Minded. The Preferred Materials team shares time and talent to make the community where it resides a better place. Community is family.
The community element underpins many St. Augustine Plant provisions. Dust control strategies, for example, range from complete yard pavement; to the installation of WAM collectors on cement silos and a shroud at the mixer truck load point; to monthly baghouse inspections and annual visible emission testing. A double slump rack at the back of the site affords outbound mixer trucks ample time for debris missed in wash down to fall inside the property and nearly eliminate track-out. Telematics devices’ data capture capabilities—primarily measuring a 10-minute engine operating threshold—contribute to a policy that has seen a 60-percent reduction in mixer truck idling.





SOUTHERN ZONE – THIRD PLACE
MARTIN MARIETTA MATERIALS
RICHARDSON READY MIX • RICHARDSON, TEXAS
Martin Marietta clearly defines environmental management objectives for Richardson and sister Dallas-Ft. Worth ready mixed production sites. The plant supervisor is responsible for tracking daily housekeeping activities, monthly Spill Prevention, Control and Countermeasure Plan and related inspections, plus dust abatement maintenance records.
Between quarterly visits and internal audits performed on three-year cycles, a corporate Environmental Representative conducts annual training sessions for Richardson Plant personnel and mixer truck drivers, offering insights and best management practices on air and water quality, returned mix management, job site rinsing, truck refueling, and SPCC Plans. The representative engages the plant supervisor for annual training on proper water sample collection, handling, storage, shipping and chain of custody documentation, plus pH meter calibration. Inspection, equipment and property maintenance records reside in an environmental binder for governing agencies’ quick reference.
Water conservation, especially attributable to the installation of a Shumaker Load and Go automatic truck wash station, has led recent Richardson plant environmental upgrades. The site has lowered its process water discharge rate to an average of one event per year.
A sweeper vacuum truck helps keep dust emissions down at the fully paved Richardson yard. Additional air pollution control measures include central and silo top dust collectors serving the batch plant and cement storage. Staff are instructed to shut down the operation if they observe dust emissions from material loading and transfer point.




FAR WESTERN ZONE – FIRST PLACE
CENTRAL CONCRETE SUPPLY CO.
SAN FRANCISCO PLANT • SAN FRANCISCO, CALIFORNIA
By adopting a “perception is reality” mindset for keeping ready mixed production equipment and facilities clean inside and out, Central Concrete continues to bank favorable first impressions among community members and regulators. The producer trains all team members on a corporate environmental policy, ensuring that each understands and shares a commitment to sustainability and air or water pollution control. Its five policy keys are “Meet or Exceed Governmental Requirements”; “Empower Employees”; “Strive to Reduce the Environmental Impact of our Operations”; “Review and Improve Practices”; and, “Be Responsible Stewards.”
Central Concrete abides those principles through investment in plant equipment and infrastructure; pavement sweeping; trackout control; plus, waste monitoring and proper disposal.
To pace rapidly changing environmental regulations, technology transformation and emerging risks, Central Concrete has deployed the Mapistry software platform for permit compliance and legal matter response. San Francisco and sister plant staff are afforded an online dashboard and mobile app to manage and track environmental compliance with greater ease and efficiency than prior software or paper-based methods. Mapistry users likewise leverage real-time monitoring and reporting to stay on top of evolving compliance requirements.
Water conservation and capture is one of the top environmental strategies at the San Francisco Plant. Central Concrete has recently installed the Shumaker Load and Go truck wash system, limiting water consumption to 15-20 gallons per cycle. Management credits the system for saving 250,000 gallons of water in 2019, its first year of operation. The plant is also equipped to store and recycle all stormwater and settled process water—further reducing its impact on regional water supplies while eliminating runoff discharges.


FAR WEST ZONE – SECOND PLACE
STONEWAY CONCRETE
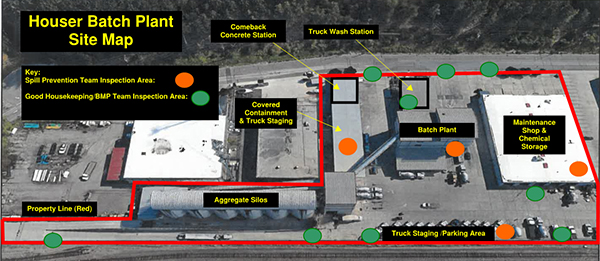
HOUSER BATCH PLANT • RENTON, WASHINGTON
Stoneway Concrete has Good Housekeeping and Spill Prevention teams at the Houser Batch Plant. The former makes sure all best management practices are working, and employee or truck parking areas are cleaned daily with a sweeper pass. Team members also inspect or monitor catch basins, trackout, filter socks, fugitive dust, sediment build up, process water containment, plus baghouses serving cement, aggregate and fly ash storage or transfer points. Daily inspections ensure each dust collector and its associated piping are not leaking or in need of maintenance.
Spill Prevention colleagues inspect all equipment stored and used on site, making sure no rolling or fixed stock is leaking and striving to keep iron in peak condition. They are especially mindful of chemical storage, oil sheen and returned concrete handling and recycling. A Stoneway policy holds Houser and sister plants to 100 percent reuse or recycling of all returned concrete. Material is either used to make eco blocks or parking curbs, or hardened and sent to Stoneway recycling facilities for crushing to grades suiting base course or controlled density fill.
The producer has also incorporated processes to reduce environmental impacts associated with concrete delivery. All mixer trucks carry kits to contain spills during pours, while the Houser Batch Plant has a designated area where drivers clean off their chutes upon returning from the job site. That routine reduces the use of eco pans in the field and enables recycling of all returned mix and wash water.
An annual environmental improvement meeting allows Houser Batch Plant staff to discuss what was done well and what needs to be improved based on operating data from the prior 12 months. The meeting entails review of emergency plans, daily tasks or routines, performance measurements, fueling and tank filling procedures, plus environmental policy updates and impending regulatory changes.



WESTERN ZONE – THIRD PLACE
CALPORTLAND
SNOQUALMIE SAND & GRAVEL PLANT • SNOQUALMIE, WASHINGTON
The aggregate and ready mixed concrete site northeast of Seattle overlies the Tokul and Olympia aquifers, along with several smaller perched aquifers. To support replenishment, CalPortland maintains 10 groundwater infiltration ponds along with cobbled berms to filter stormwater flows, and ensures plant crews work diligently to remove fines for maximum infiltration. Staff examines every pond daily and—armed with absorbent pads and booms—has demonstrated a capacity for quick response in the rare instance of observing oil sheen.
Co-location with aggregate mining fosters ample storm or process water recycling opportunities, from filling onsite fire suppression tanks, dust control, plus sand, gravel and concrete plant equipment washdown. The Snoqualmie Plant mixer truck rack area is paved, bermed and graded to collect wash water and fines in a concrete lined sump. Process water is pumped to treatment tanks for pH adjustment and settling prior to recycling. Accumulated solids are reused in block making or batching of select orders. CalPortland also opts to use a citric acid based, environmentally friendly truck wash product.
Recent Snoqualmie Plant environmental investments include a 12,500-cfm baghouse to control emissions from the loadout and work collectively with three additional filter vents to curtail dust. An acceptable pressure drop range has been established for each dust collector and their pressure gauges are recorded weekly to alert the crew of required maintenance before an emission occurs. All units are thoroughly inspected, and preventative maintenance performed monthly.
CalPortland’s extensive air and water pollution control measures are thoroughly examined in an environmental training program for all new hires. Managers stress how a) environmentally sustainable practices in the workplace preserve the environment; and, b) reducing, reusing and recycling now will allow future generations the opportunity to experience nature and enjoy the benefits that concrete contributes to society.