Materials are the critical component of durable transportation infrastructure, and as such got strong coverage at the 99th annual Transportation Research Board meeting earlier this year in Washington, D.C. There, some 12,000 delegates audited presentations in over 800 sessions, which addressed many aspects of transportation design, construction and policy, and encompassed infrastructure built with cast-in-place concrete.
Concrete Products was present and offers this report on new research involving cast-in-place concrete for transportation infrastructure. We described TRB 2019 research in prestressed, precast concrete in our February issue . The 100th meeting of TRB will take place January 12–16, 2020. For more information, visit www.trb.org.
REDUCE CEMENT CONTENT WITH OPTIMIZED GRADATION
| OPTIMIZED AGGREGATE GRADATION |
|
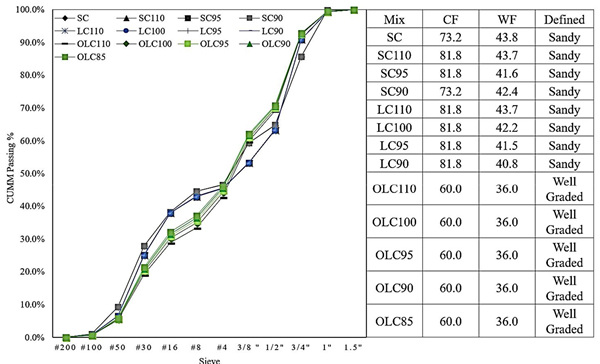
| Gradation of aggregates used in the concrete mixes evaluated; SC = Standard Concrete using Type I/II cement, LC = Concrete using Type IL cement, and OLC = concrete incorporating OAG and Type IL cement. TABLE: Chung, Subgranon, Yang, Deford and Tia |
Optimized aggregate gradation can help reduce quantities of ordinary cement and portland-limestone blended cement in concrete, say Hung-Wen Chung, Thanachart Subgranon, Chun-Hao Yang, graduate students, and Mang Tia, professor, University of Florida-Gainesville, and Harvey Deford, structural material research specialist, Florida Department of Transportation, Gainesville, in their peer-reviewed paper, Advantages of Reducing Cement Content for Portland-Limestone Cement Pavement Concrete with Optimized Aggregate Gradation.
Under ASTM and AASHTO specs, portland-limestone cement (PLC, Type IL)—a conventional portland cement with between 5 and 15 percent ground limestone by mass— has performance properties comparable to conventional portland cement, but with an inherent improved environmental aspect in that the added powder is not calcined and doesn’t produce carbon dioxide emissions as does calcined limestone for cement.
“The concrete industry in Florida and the U.S. is presently facing two major challenges, namely the rising cost of cement, and the shortage of fly ash,” the authors write. In the meantime, they say, the escalating price of cement, which has increased by 17.8 percent from 2012 to 2015, has caused higher initial costs for structural concrete. They also cite a 2015 forecast of fly ash utilization from the American Road & Transportation Builders Association, projecting demand for fly ash will increase by at least 53 percent through 2035, while production of the material—in concrete and lesser grades—decreased by 30.3 percent from 2008 to 2013.
“One of the possible solutions is a more effective design of concrete mixtures in which the cementitious content has been minimized,” report Chung, Subgranon, Yang, Deford and Tia. They suggest three approaches to reduce cementitious materials, including minimized cement paste volume in concrete, use of PLC, and optimized aggregates gradation (OAG). The latter is in contrast to a gap-graded mix; its optimized denser gradation is thought to improve air entrainment for a better spacing factor, reducing entrapped air voids, and facilitating less shrinkage due to fewer voids needed to be filled with cement paste.
The authors’ investigations indicate that most Florida DOT concrete mixtures have an excess of paste. “In reality, 5 to 15 percent (by weight) of the cement in most FDOT pavement concrete mixtures can be removed without any adverse effects on the plastic or hardened concrete properties by using these three different approaches,” they say.
Reduction in cement paste volume using reduced cement content is the direct way, while use of PLC also reduces portland cement content. The OAG method can make concrete denser, more workable and more cohesive, authors observe, adding, “Well-graded aggregate can minimize the cement paste volume, since it makes high aggregate packing density.”
Their study evaluated the properties of three concrete mix types bearing Type I/II cement; PLC or Type IL cement; or, Type IL cement plus the optimized aggregate gradation technique. Chung, Subgranon, Yang, Deford and Tia conclude:
- Portland limestone cement (Type IL) containing 15 percent limestone powder can be used in Florida as substitute for conventional portland cement (Type I/II) in pavement concrete with no loss in fresh mix workability, or hardened slab strength and permeability.
- The cementitious content of pavement concrete can be reduced to some extent without loss in mix workability or strength and durability of hardened concrete. When the concrete aggregate gradation is enhanced by the OAG technique, the reduction in cementitious content could be increased. The cementitious content of the standard cement (SC) and limestone cement (LC) mixes with no optimized aggregate gradation enhancement could be reduced by 10 percent without loss in workability, and could be reduced by 5 percent without loss in strength and durability. For the concrete incorporating OAG, and Type IL cement (OLC) mixes with OAG enhancement, the cementitious content could be reduced by up to 15 percent without loss in workability and by up to 10 percent without loss in strength and durability.
- The concrete mixes with OAG enhancement (OLC mixes) showed lower modulus of elasticity and lower coefficient of thermal expansion, which would result in lower thermal-load induced stresses in concrete pavement slabs and thus potentially better performance.
- The concrete mixes with OAG enhancement showed lower drying shrinkage, which would indicate better performance in structural concrete as well as pavement concrete.
“It can be concluded that, from the results of this laboratory study, portland limestone cement can be used in conjunction with [the] OAG technique to reduce the use of ordinary portland cement, and improve the performance of concrete in pavement application,” they conclude.
TWO-LIFT PLACEMENT AIDS HEAT SYSTEM INSTALLATION
 |
| Electrically conductive concrete (ECON) heated pavement system (HPS) at Des Moines International Airport is constructed (left), and performs during snow event (right). IMAGES: Abdualla, Ceylan, Gopalakrishnan, Kim, Cetin and Taylor |
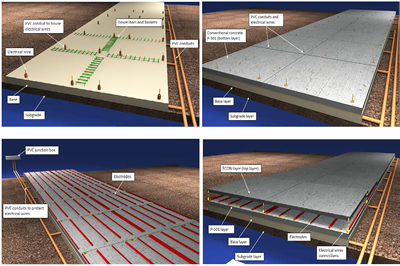 |
| Four steps for installing ECON HPS using two-lift concrete paving: upper left, prepare base and place dowel baskets and PVC conduits; upper right, place portland cement concrete layer, or bottom layer, on the prepared base; lower left, place electrodes on the portland cement concrete layer; and, lower right, place ECON layer as top layer over portland cement concrete layer. |
Installation of heated pavement systems (HPS)—such as those seen in airfields—is facilitated by two-lift concrete placement, say Hesham Abdualla, Ph.D., Halil Ceylan, Ph.D., Kasthurirangan Gopalakrishnan, Ph.D., Sunghwan Kim, Ph.D., P.E. and Kristen Cetin, Ph.D., P.E., Department of Civil, Construction and Environmental Engineering, Iowa State University-Ames; and Peter Taylor, Ph.D., P.E., National Concrete Pavement Technology Center at Iowa State University-Ames, in their 2019 TRB paper, Development of Construction Techniques for Electrically Conductive Heated Concrete Pavements.
Ice and snow accumulation on paved surfaces has the potential to reduce pavement surface skid resistance and cause hazardous conditions, the writers observe. “The use of deicing chemical agents or deployment of snow removal equipment to remove snow/ice can cause foreign object damage to aircraft engines, and corrosion to overall airplane structure, leading to undesirable environmental issues,” they affirm. “It’s also typically costly and time-consuming.”
HPS represent alternative options for melting ice and snow in airfields, and can be classified into two general categories: hydronic heated-pavement systems (HHPS) and electrically heated pavement systems (EHPS). The former circulate a heated fluid through pipes embedded in the pavement; the latter melt ice and snow using resistive cables embedded in regular concrete or electrically-conductive concrete (ECON).
Two-lift concrete paving, in which a lower lift can be optimized to enable the use of locally available or recycled materials, while a top lift is optimized for long life and functionality, has become a common construction practice in Europe, the Iowa State team notes. Two-lift concrete paving involves either sequential placement of two wet-on-wet layers, or bonding wet to dry layers of concrete, where the bottom layer is thicker than the top layer.
Benefits include use of recycled aggregate to achieve cost reduction and production of more sustainable pavements. This method can also provide a high-quality and durable surface, improve skid resistance, and reduced road noise, the authors report. These benefits could compensate for the extra labor and trucking costs associated with the requirements for two slip-form pavers. To this end, systematic design and 3-D visualization of construction procedures were developed to demonstrate the constructability of ECON-based HPS using two-lift concrete paving.
The authors defined four construction steps for constructing the ECON using two-lift concrete paving. The major difference between the construction of ECON using two-lift concrete paving, and typical two-lift concrete paving, is that the ECON is constructed as a top layer over portland cement concrete (PCC), leaving the bottom layer for electrode installation and wire connections for the system.
EI, DIELECTRIC CONSTANT MEASURE CURING ACTION
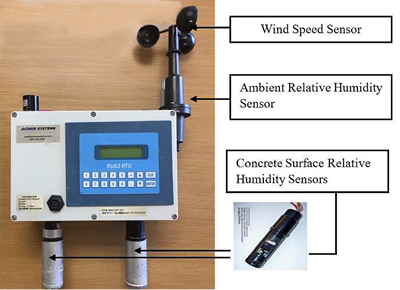 |
| Concrete maturity meter system; knob at upper left is solar radiation sensor. IMAGE: Joshaghani, Bhardwaj, Zollinger, and Mukhopadhyay |
When used with an effectiveness index (EI), the dielectric constant (DC) is a valid means to measure curing membrane performance, say Alireza Joshaghani, Richa Bhardwaj, Dan Zollinger, Ph.D., P.E., Zachry Department of Civil Engineering at Texas A&M University, and Anol Kanti Mukhopadhyay, Texas A&M Transportation Institute, in their TRB paper, Investigating the Effects of Curing Quality on Key Concrete Pavement Surface Properties.
“The curing quality of concrete is regarded as one of the principal factors in pavement construction, and often lacks the technology to qualify it under field conditions,” the authors write. “Nonetheless, the application of a curing compound in construction is needed to facilitate the hydration process of the concrete as well as mitigate the moisture loss-induced distress.”
With PCC performance at stake, the authors wanted to demonstrate viability of identified curing quality indicators. Two indicators were defined to evaluate the curing practices related to direct and indirect measures. “The quality of a curing compound and the curing practice to deploy a given compound are considered to be independent of each other,” they say. “Therefore, a new curing membrane protocol is needed to evaluate the quality of curing under a range of the weather conditions (i.e., temperature, relative humidity and wind speed), as well as the curing compound quality within a single index representing the effectiveness of the curing process,” that is, the effectiveness index.
Throughout the years, they add, different methods have been suggested for determining the water content of fresh and hardened concrete. Determining the DC of concrete is a non-destructive test that can show the water content of concrete in various stages.
These indicators were determined by measuring different factors for a given curing compound, such as moisture loss, surface abrasion resistance, surface porosity, and drying shrinkage. The EI and DC measurements were utilized as non-destructive tests to assess curing quality. For this study, a wax-based curing compound was tested according to preset laboratory conditions at different application rates to evaluate their suitability for the curing method.
“The DC is a material’s physical characteristic, which demonstrates its ability to store electrical energy,” Joshaghani, Bhardwaj, Zollinger and Mukhopadhyay write. “The DC of free water is 80.1 at 20°C, which is considerably higher in solids, such as aggregate, cement and hydration products, which have a DC around 3 to 8. Free water content alludes to capillary pores at early ages, so DC can reflect the number of capillary pores.” And because there is a linear relationship between free water content and DC, and this method is excellent for determining water content in the fresh concrete mixture. The authors conclude:
- Several considerations regarding the utility of the direct and indirect measures were addressed to emphasize how EI and DC can be employed to assess curing quality.
- The relative humidity and temperature of the curing affected concrete surface for calculating EI were measured to evaluate the curing practices. Results indicated that the moisture loss, sorptivity, and shrinkage measurements had a good correlation with EI values. It means that specimens with a higher EI value are associated with lower moisture loss measurements.
- The surface abrasion weight loss results were found to have a significant correlation with EI. The higher EI values were associated with lower abrasion weight loss that represented a concrete surface with high abrasion resistance caused by an appropriate curing practice.
- Curing at any application rate under windy conditions resulted in greater amounts of moisture loss, shrinkage, interconnected voids and sorptivity. The EI was also found to be influenced by ambient wind conditions.
- Thin section microscopy was used as an effective and comprehensive method to directly observe the effect of curing compound on the bleeding channels. The quantitative analysis of voids and carbonation appears to correlate to curing practice and expected performance.
- The change in DC showed that the change in free moisture content at the surface could serve as an indicator of the effectiveness of curing at different application rates under different conditions.
- The EI was found to be sensitive to wind conditions as well as the quality of different curing practices. A higher EI is generally associated with a lower decreasing rate of DC measurements and a better moisture retention capability of the curing practice.
- Results showed good potential for using DC measurements to extend the assessment of the curing practices’ effectiveness beyond the EI usage. Thus, the utility of using DC measurements to qualify curing practices was validated.
RECYCLED, FOAMED GLASS AGGREGATE FOR CONCRETE
 |
| Foamed glass aggregate as produced (left) and after pulverization. IMAGES: Nicholas, Shoemaker and Mante |
 |
| Reinforced concrete beam specimens with control mixture (left) and FGA mixture (right) after loading to failure. |
Recycled, foamed glass aggregate may work in concrete mixtures for transportation infrastructure, due to its enhanced ductility, say Daniel Nicholas, Lehigh Valley Technical Associates, Northampton, Pa.; Travis Shoemaker, Schnabel Engineering, West Chester, Pa.; and, David Mante, Ph.D., Lafayette College, Easton, Pa., in their paper, Recycled Foamed Glass Aggregate Concrete for Use in Infrastructure Applications: A Pilot Study.
“Foamed glass aggregates (FGA) are ultra-lightweight aggregates manufactured by heating a mixture of crushed recycled glass and a foaming agent, forming a material similar to natural pumice,” the authors write. “To date, the use of FGA within concrete has been largely limited to non-structural civil engineering applications.”
Therefore, the objective of this study was to evaluate the suitability of FGA concrete for potential use in applications such as reinforced concrete bridge girders, deck slabs, or roadway barriers, with a particular emphasis on flexural behavior. In this study, an FGA concrete mixture (50 percent coarse aggregate replacement by volume) with fresh and hardened properties suitable for reinforced concrete structural application was developed, refined, and incorporated into a full-scale reinforced concrete beam. The flexural response of the FGA specimen was compared to a control specimen incorporating conventional concrete (0 percent coarse aggregate replacement by volume) by load testing.
The foamed glass material utilized in this research effort is an ultra-lightweight, closed-cell FGA produced by a proprietary combination of recycled glass powder, dry foaming agent, glass fleece, and kaolin in a tunnel kiln. Prior to cooling, the FGA is produced as a single continuous sheet of approximately 2 in. thickness. During subsequent rapid cooling, a series of random cracking occurs that generates randomly-shaped particles with nominal maximum diameters approaching 3 in.
For this effort, the FGA particle size was further reduced by manual pulverization to produce an aggregate meeting the gradation requirements of AASHTO M43 #67 with a nominal maximum diameter of 0.75 in. The manufacturing process utilized for the particular FGA utilized in this study produces a closed cell FGA incorporating a variety of non-interconnected air voids.
Both beam specimens exhibited predictable transitions between expected ranges of behavior, and achieved equal ultimate flexural capacities that well exceeded design predictions. Within the anticipated service range (cracked linear elastic behavior), the FGA concrete beam exhibited a reduction in flexural stiffness of approximately 30 percent as compared to the conventional concrete specimen.
The FGA specimen exhibited increased ductility compared to the control specimen as demonstrated by its ability to undergo an additional 1.10 in. of midspan deflection while sustaining peak load, whereas the control specimen failed immediately upon peak loading. The authors concluded:
- The use of closed-cell FGA is viable to produce sound concrete with sufficient workability and mechanical properties for potential use in reinforced concrete structural applications;
- The hardened properties of FGA concrete (and corresponding observed FGA particle failure mechanisms) seem closely related to mixture composition, including the relative volumes of coarse aggregate to concrete paste, the gradation of coarse aggregate used, and FGA replacement rate;
- The 50 percent coarse aggregate replacement FGA concrete mixture developed in this study exhibited a 20 percent reduction in unit weight and a 30 percent reduction in compressive strength when compared to a conventional control mixture with an identical water-cementitious materials ratio;
- The FGA concrete mixture composition explored in this study differed from previous work by others by the inclusion of multiple sizes of coarse aggregate (#8 and #67), which may have helped minimize the expected compressive strength and elastic stiffness reductions previously observed by others; and,
- Failure of FGA concrete in compression was characterized by the progressive partial or complete powdering of FGA particles in areas of maximum compressive stresses.
- Specific conclusions regarding full-scale load testing of reinforced concrete specimens incorporating FGA concrete mixture include:
- The reinforced concrete FGA and conventional concrete specimens exhibited relatively predictable transitions from uncracked to cracked linear elastic behavior and ultimate flexural capacities;
- Within the cracked linear elastic behavior region (service range), the FGA concrete specimen exhibited a flexural stiffness approximately 31 percent less than the conventional specimen. This observed reduction in flexural stiffness was no more than expected by the differences in concrete density and compressive strength of the FGA as compared to the conventional mixture;
- The flexural capacity of the FGA concrete specimen included in this study approached 97 percent of the flexural capacity of the conventional concrete control specimen;
- After first reaching ultimate capacity, the FGA concrete specimen experienced an additional 1.10 in. of residual deflection while sustaining peak load, whereas the conventional control beam experienced immediate failure upon peak loading; and,
- The FGA concrete specimen exhibited significantly increased ductility as compared to the conventional concrete beam, suggesting that FGA concrete may have a tendency to redistribute internal stresses either through or around local areas of progressively failing FGA particles.