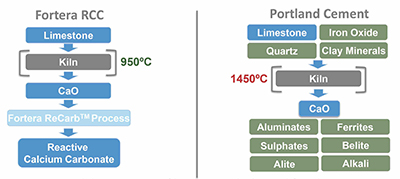
Lehigh Hanson Inc. and Fortera Inc., a Silicon Valley technology developer wise to calcium carbonate chemistry and mineralization, are teaming to commercialize a process with optimal output for an era of greenhouse gas scrutiny: Converting the carbon dioxide gas emitted to the environment at the front end, or calcining phase, of ASTM C150 powder production into a blendable supplementary cementitious material. Pyroprocessing-based calcining and clinker phases account for about 60 percent of the carbon footprint that has kept portland cement on climate change observers’ radar for three-plus decades.
The partners project a 12-month construction schedule for a reactor and companion processing equipment at the Lehigh Cement Co. Redding, Calif. site. The facility will be equipped for annual production hovering 15,000 tons of Fortera Cement. The Fortera ReCarb technology transforms limestone or calcium oxide (CaO), sourced from the plant quarry, to a performance binder with the potential to replace portland cement at rates up to 35 percent in ready mixed concrete and 100 percent in dry cast mixes for precast elements or structures. The process is flexible from a chemistry standpoint, capable of incorporating high impurity (silica, magnesium) limestone grades that are otherwise dosed sparingly in cement kiln raw feed blends.
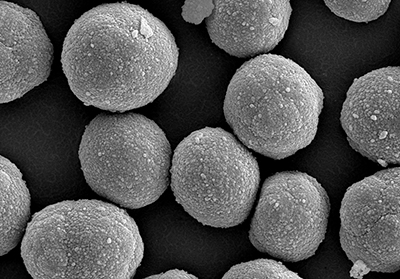
Leading into the ReCarb loop, both CaO and kiln CO2 are dissolved into a mix tank with a solution chemistry that promotes gas absorption and accelerates dissolution. The saturated process solution commingles in the reactor, forming Fortera’s flagship product, Reactive Calcium Carbonate or RCC. The process solution precipitates to give a reactive grade of calcium carbonate (CaCO3), observed as an agglomeration of 100- to 200-nanometer spheres with expansive surface area.
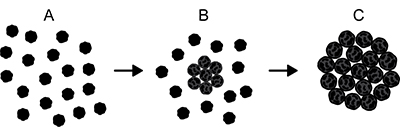
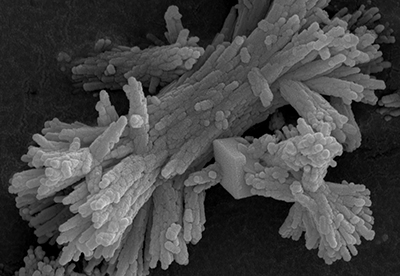
The Fortera team has refined the reactor and other ReCarb process components to produce RCC in 0.5- to 30-micron gradations and size distributions tailored to specific portland cements and other mix materials. When mixed with water, the RCC or Fortera Cement particles exhibit binding and strengthening properties as they morph from micro- or nano-spheres to a complex network of structural rods—many connecting to hydrated portland cement particles and fine or coarse aggregate in the concrete matrix.
ReCarb curtails carbon dioxide emissions on two fronts. It captures the greenhouse gas during the calcining phase of portland cement clinker production. In concrete mix designs, Fortera or Reactive Calcium Carbonate depresses the carbon metric by lowering the clinker aspect.

CALCIUM CLASSES
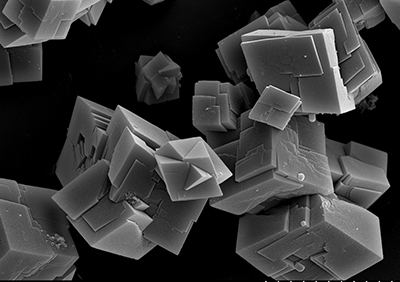
The calcium carbonate family includes three forms or polymorphs: calcite or common limestone; vaterite, a precipitated powder noted for its reactivity; and, aragonite, mimicking oceanic calcium carbonate formations and appearing when vaterite and portland cement hydrate. Fortera characterizes ReCarb as a closed, three-step process involving a reactor-bound solution that augments vaterite production.
“We essentially take limestone and activate it. Our process turns an inert mineral into a highly reactive, cementitious form of itself,” says Kas Farsad, lead inventor of RCC and Fortera vice president of Corporate Development. The company’s competencies surrounding CaO and CaCO3 processing and morphology have evolved from the intellectual property of Calera, a Silicon Valley entity that investigated precipitation of concrete-grade binder or aggregate from liquid compounds and industrial CO2 waste streams.
Fortera and Lehigh Hanson envision promoting the Redding site RCC as a low-carbon supplementary cementitious material, meeting the performance parameters of ASTM C1157, Standard Performance Specification for Hydraulic Cement, and C1709, Standard Guide for Evaluation of Alternative Supplementary Cementitious Materials for Use in Concrete. Successful RCC processing and market development from the Redding pilot could set the stage for 150,000- to 300,000-ton annual capacity ReCarb installations at North American and overseas portland cement mills.
“Collaboration with Lehigh Hanson will prove the commercial scalability, the quality of the final product, and the competitive economics of our process,” observes Fortera Co-Founder and CEO Dr. Ryan Gilliam. “The ReCarb process has been designed to utilize the existing cement plant infrastructure, from the quarry to the kiln, but with less carbon dioxide emissions, lower energy consumption, and lower processing temperatures.” ReCarb enables producers to progressively transition to lower carbon operating modes, he adds, as every dollar invested in kiln exhaust capture equipment is recouped through a proportional replacement of cement with sellable material.
“There isn’t another competitive low carbon cement technology that reduces CO2 by 60 percent and has a realistic pathway to zero carbon emissions. The ability to make this product at or below the current cost of traditional cement without carbon subsidies or financial incentives is going to blow this market wide open,” contends Vinod Khosla, a leading investor in clean technologies.
“We are confident the Redding Fortera plant will be a key step toward our goal of zero net CO2 emissions,” affirms Lehigh Hanson West Region President Dan Fritz, referencing a benchmark that German parent company, HeidelbergCement AG, and Portland Cement Association peers hope to attain by 2050.
Fortera Cement’s full environmental value proposition will emerge in carbon accounting applied to concrete designed with material from the Redding or subsequent ReCarb installations. In a mix design where the RCC powder is 30 percent of binder, for example, the concrete schedule’s CO2 tonnage tally will factor emissions reductions realized from the use of 70 percent versus 100 percent of carbon-intensive portland cement. — Fortera Inc., Campbell, Calif., www.forterausa.com